
Guide to Cyanoacrylate Glue Dispensing & Applicators
Cyanoacrylate adhesives often referred to as “super glues,” exhibiting the high bond strength and fast cure times that manufacturers need for product quality and manufacturing productivity. But cyanoacrylates are not without their drawbacks. Materials are costly, improper dispensing can lead to product rejects, and care must be taken to limit worker exposure to the adhesives.
These adhesives provide an extremely high-bond-strength and are moisture-curable.

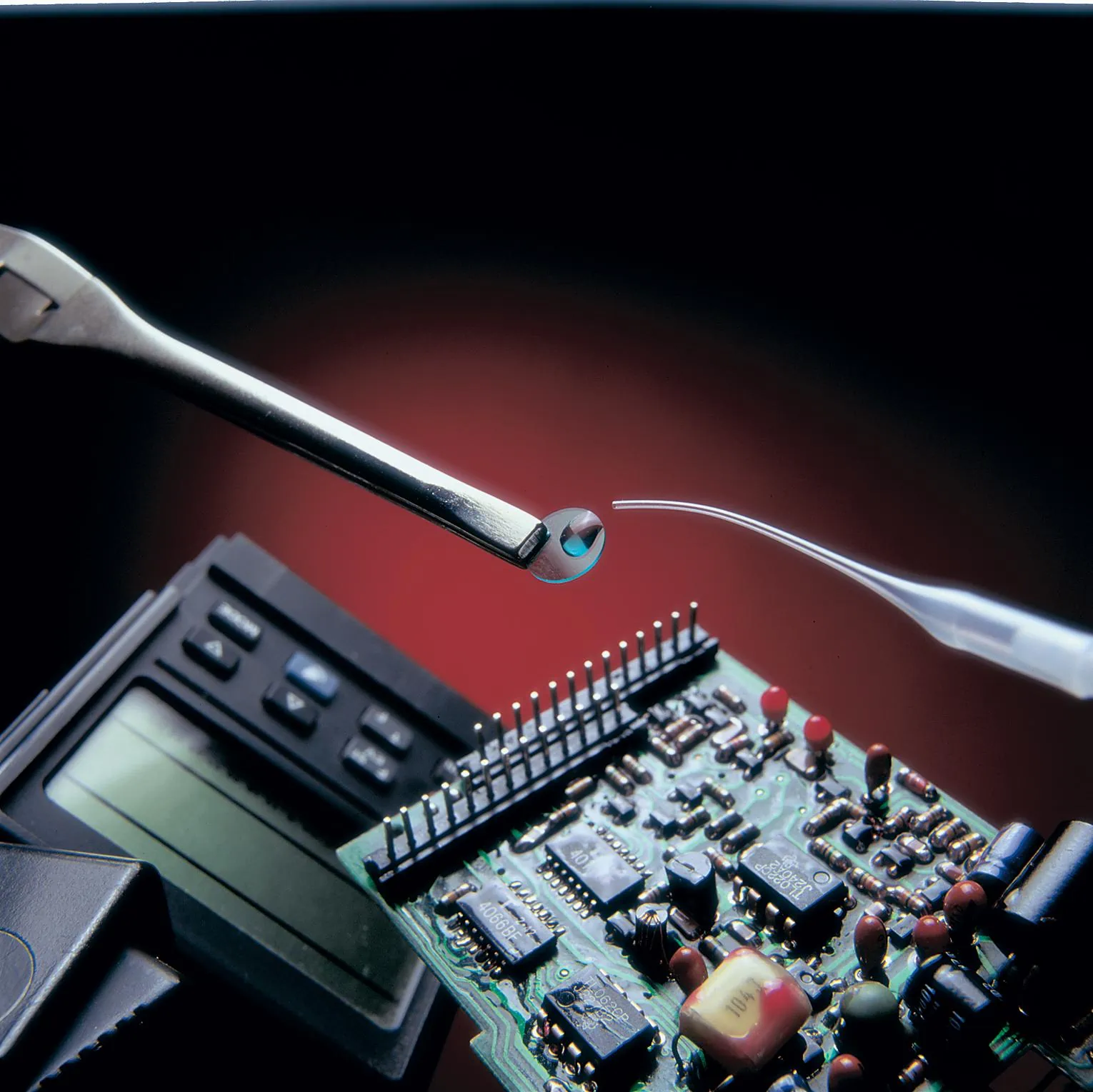
The use of cyanoacrylates has grown rapidly as the preferred method to bond a wide variety of substrate materials used to manufacture automotive components, appliances, electrical components, disposable medical devices, musical instruments and other consumer products. A major advantage of these adhesives is they do not require heat, light, precise mixing of multiple components or catalysts to cure. Humidity in the atmosphere and on the substrate surfaces is sufficient to cure the material which triggers the chemical reaction for the resulting polymerization of the cyanoacrylate monomer creating its high bond strength.
The intent of this page is to discuss the basics of dispensing these adhesives to help you minimize material waste and worker exposure, while maximizing the productivity and performance of cyanoacrylate adhesive bonding operations.
Common CA Glue Dispensing Challenges
Cyanoacrylates glues offer many advantages that make them suitable as an adhesive agent for a wide range of substrates. However, these characteristics can also make them difficult to apply properly. For example:
- Their fast-setting nature makes accurate application the first time essential
- Their low viscosity makes thin, consistent application difficult and the likelihood of migration greater
- Their high cost makes it necessary it invest in precision dispensing technologies to reduce the material waste and part rejection
How to Dispense Cyanoacrylates (The Right Way)
It is very important that care is taken to minimize air exposure of the material prior to dispensing. The materials can also absorb moisture from other sources, such as skin perspiration and other moisture present in the dispensing operation. The fastest curing bonds use the least amount of cyanoacrylate material.
Typical methods of manually dispensing these adhesives in many manufacturing operations is with using either small tubes or larger squeeze bottles along with disposable polyethylene fine dispensing tips. The inherent problem is often the pressure a worker physically applies to a tube, the bottle nozzle orifice diameter and adhesive viscosity determines the amount of material dispensed. Operator fatigue, shift changes and the guessing game of “just the right amount” can impact how well the parts have been fixtured. This often means either too little material for an adequate bond, or too much material, which not only affects bond strength and bond line appearance (too much glue = ugly bond line/glue squeeze out), but wastes costly material. The key to dispensing a cyanoacrylate is that superior bonds are achieved with thinner, not thicker, layers of adhesive.
So to debunk an old myth, more is not better. Dispensing more adhesive does not usually produce better results than less, unless insufficient adhesive is being dispensed to cover bonding surface. Even more, excess adhesive is a waste of material and time. More importantly, excess adhesive may not cure correctly or might not cure at all or may cause white blooming (also known as chlorosis) on the material surface which creates an aesthetic anomaly. Consistently dispensing the thin and uniform coating that is required for a good bond is arguably the major challenge in using cyanoacrylates in production. When applying cyanoacrylate glue to a substrate, there are a number of factors to keep in mind to ensure proper administration, including:
- Applicator type. The ideal applicator type depends on the application. For example, a brush-style applicator is ideal for surfaces that require broader strokes of adhesive, while a narrow applicator is more appropriate for filling fine openings.
- Dispenser type. The type of dispenser employed affects the speed of application, as well as the level of control possible. Squeeze bottles designed for use with cyanoacrylate are an economical option but do not offer as much control as more advanced technologies. Automatic or semi-automatic dispensing systems, while more expensive, offer better precision and accuracy during adhesive application.
- Substrate surface. Before applying the cyanoacrylate glue, it is important to prepare the substrate properly. Any residues on the surface can prevent the formation of a strong adhesive bond.
Dispensing Tips & Application Checklist
Proper application is key to achieving a strong adhesive bond. Below we outline some of the best practices regarding cyanoacrylate application:
- Eliminate moisture contamination. Cyanoacrylates cure when exposed to moisture. As such, moisture introduced at the wrong time can cause premature curing. Solutions to this issue include minimizing the amount of time the glue is exposed to air before it is dispensed and ensuring all components of the dispensing system are free of moisture buildup. Some facilities may employ the use of compressed gas systems with coalescing filters and desiccant air dryers to reduce the risk of moisture contamination further.
- Choose and maintain the right tools. As indicated above, the right dispensing tool depends on the situation. However, in general, it best to avoid the use of dispensing components made from urethane, nylon, and metal (except passivated stainless steel), as they can react with and/or negatively impact the performance of the glue. Once the tools have been procured, it is essential to regularly clean and maintain them to ensure they remain in proper working order.
- Keep glue batches separate. It may be tempting to mix leftover glue into a new batch to minimize waste. However, doing so might create more waste than it eliminates. Mixing batches of glue may result in cross-contamination, which can cause crystallization that renders the entire container unusable. After a dispensing operation, any remaining glue should be discarded properly along with the container and consumable dispensing components.
- Establish clear operating procedures. Cyanoacrylate glues are tricky to handle correctly. Establishing and implementing clear operating procedures regarding installation, setup, and maintenance of dispensing systems ensures better consistency from one run to the next.
Cyanoacrylate Glue Dispensing Methods
Pick Method
A metal or plastic pick is often used as another manual application method to spread a thin film of cyanoacrylate across a larger surface area such as on a corner molds for an automotive weather strip application. The pick is held like a pen or pencil in the operators hand and a cup of cyanoacrylate is used to hold a reservoir of the adhesive in the assembly cell. The operator dips the pick into the pool of cyanoacrylate and then quickly wipes the thin coating of cyano onto the rubber surface. This is an effective means to apply cyanoacrylate, however it leads to several negative consequences including cross contamination of the pick mixing rubber particulate or other accelerant chemicals from the rubber compound back into the cyanoacrylate reservoir leading to thickening (fouling) of the cyanoacrylate. Also, the metal pick will eventually have a solid residue of adhesive build up that will need to be removed from time to time. Process engineers usually live with the negative trade off due to the high efficiency and accuracy of adhesive application.
Cyanoacrylate adhesives have been dispensed from tubes or squeeze bottles or by picks for years, and they still are. However, over time various types of dispensing systems have been adapted for dispensing cyanoacrylates in manufacturing applications, including pinch tubes, diaphragm valves and pneumatic-actuated syringe dispensers.
Pinch Tubes
Pinch tube dispensers are ideal for manually dispensing continuous beads or applying small amounts of low viscosity liquids including solvent dispensing and cyanoacrylate dispensing.
This equipment minimizes maintenance and are designed for low viscosity fluids such as glues, solvents, and cyanoacrylates.
With this method, the amount of adhesive being dispensed depends on “pinching,” the flow of adhesive. Pinch tubes are ideal for applying thin amounts of material.In addition, this method requires a certain range of viscosity. Too low a viscosity and lack of control can occur, while for the higher viscosity gels, resistance to flow of the material can be an issue. Then, too, the pinch tube assembly must be discarded after use.
Pneumatic Dispensers
Pneumatic fluid dispensers or “time/pressure” dispensers are simple in design and consist primarily of a plunger, or piston, and a syringe. Pulsed air from a compressor “slaps” the top of the plunger in a rhythmic pattern moving the plunger forward in the syringe to push the material out through the needle tip at the end of the syringe. Pneumatic fluid dispensers are relatively inexpensive and are ideal in automated or bench top semi-automated bonding operations. One major downside to pneumatic dispensers for cyanoacrylates is the supplied air be must be filtered, cleaned and free of oil and moisture (-40 F dew point) and the syringe itself cannot be more than half full.
Diaphragm Valves
Ideal applications where the diaphragm valve can best be deployed include dispensing dots or beads for precise control of the cyanoacrylate. The diaphragm valve is excellent for many applications where automation is preferred. Diaphragm valves are often the system of choice when dispensing cyanoacrylates because the CA will not come in contact with the metal in the valve’s moving part.
The viscosity of the CA formulation required, and the level of performance that can be accepted, are determining factors in choosing one of these systems for a particular application. So take great care in understanding the viscosity of the formulation and the performance level required.
It is also very important to exercise great care at all times when working with cyanoacrylate adhesives. That said, plastic gloves and safety glasses with eye shields are strongly recommended for personnel protection. The assembly area should also be well ventilated to minimize exposure to the pungent vapor given off by CAs. A downdraft system that moves cyano vapor away from assembly associates face towards the floor is best practice.
Types of CA Glue Applicators
There are many cyanoacrylate applicators available, each of which offers unique characteristics that make them suitable for different use cases. Aron Alpha offers the following applicators and dispensing accessories:
- Most cyanoacryaltes adhesives come ready to use in HDPE or LDPE bottles with same materials used for dispensing tips. These bottles are great for low volume applications where automatic dispensing is not economically justified.
- Empty refill bottles. These soft, ergonomic, and easy-to-use bottles facilitate on-site refills. They accommodate multiple tip styles to suit different application needs. Larger bottles of cyanoacrylate (think 1 pound (454 grams) or greater in volume) are not easy to use by operators so you may downpack from economical large bottles to small point of use bottles.
- Whip-style (soft) dispensing tips. These disposable tips allow for more controlled glue dispensing operations than standard-issue squeeze bottle tips. They are ideal for applying glue to narrow or difficult-to-reach areas. Typically made of low-density polyethylene and pliable in order to press fit onto small tubes or bottles of cyanoacrylate.
- Hard-style (push-on & Luer-Lock) dispensing tips. These disposable tips are similar to the whip-style dispensing tips. However, they are made from thicker and more rigid LDPE.
Semi-Automated and Fully Automated Cyanoacrylate Dispensing Systems
For applications that require more precise and accurate glue dispensing, such as the assembly of small or intricate parts, automated or semi-automated systems are a viable solution. They enable industry professionals to deposit the amount of glue needed in the right location consistently without significant operator oversight, reducing the amount of labor and risk of error without sacrificing product quality.
Adhesive dispensing systems vary in regard to the complexity and operator involvement required, depending on the needs of the facility. Some examples of semi-automated and fully automated systems include:
- Benchtop systems. These dispensing systems require the operator to place the workpiece beneath the valve. Once the workpiece is in position, the operator then actuates the valve, which automatically dispenses the correct amount of adhesive. This dispensing method is suitable for medium-volume operations.
- Tabletop dispensing robots. These dispensing systems necessitate even less operator involvement than benchtop ones. Once the operator places the workpieces on the fixture plate and initiates the process, the dispensing valve mounted to the dispensing robot automatically deposits the pre-programmed amount of adhesive in the pre-specified locations. This dispensing method is ideal for high-volume operations that require greater precision and accuracy.
- Production line dispensers. These fully automated systems allow for little to no operator involvement. Any workpieces placed on the production line are automatically detected by sensors integrated into the system. Once detected, they receive glue from the dispensing valve. The valve can be controlled by a valve controller, PLC, or automated dispensing robot, all of which manage how much, when, and where adhesive is deposited.
A majority of automated and semi-automated dispensers are equipped with diaphragm valves. The valves serve two main functions: preventing the adhesive from coming into contact with air and moisture prematurely and separating the sensitive internal mechanisms from adhesive and external contamination. In doing so, they reduce the risk of premature curing and protect the dispensing system from damage.
Cyanoacrylate Dispensers & Applicators at Aron Alpha
In summary, CA glues have historically been dispensed through a manual, hand operator process. But over time, more efficient and time saving methods have been made available to the industry. No one method is right for every application, so it is important to understand the formulation and the performance level required prior to selecting the right dispensing method. You can contact Toagosei America, directly for more information and guidance on the best dispensing methodology for your application.
Manual, semi-automated, and fully automated dispensing systems are all viable options for adhesive application operations. However, as each system offers different advantages and disadvantages, it is important to choose the one that suits your needs. Working with an experienced cyanoacrylate glue manufacturer can help you determine which system best fits your requirements.
At Aron Alpha, we are well-equipped to help select a dispensing system for any cyanoacrylate adhesive application. By partnering with us, you benefit from our:
- Extensive industry experience. We’ve manufactured and marketed industrial cyanoacrylate adhesives for over five decades.
- Broad product selection. We offer a wide range of standard adhesive products, as well as options for specialty formulations. In addition to the adhesives themselves, we also provide primers, accelerators, applicators, and applicator accessories.
- Commitment to quality. We are dedicated to ensuring our products demonstrate superior quality and performance to meet the needs of our customers. Our research and technical facilities are ISO 9001:2015 compliant to help us achieve this goal.
For more information and guidance on the best dispensing methodology for your application, reach out to us or request info today.



